【快搜•安全生产资料库】
更多……
【法规和规章】
【标准和规范】
【操作规程】
【精确查找】标准规范条款
【功能说明】:精确查找,所想即所得。只要您将所想要查找的内容提供两到三个关键词,即可精确定位您所要查找的标准规范中的对应条款。为各行各业的安全管理人员、安全生产主管部门的行政执法人员、安全生产专家以及广大安全生产研究人员查找相关依据提供了便利。欢迎大家提出宝贵意见或建议。
敬请关注微信 公众号:xesoft-2 ;个人微信号:xesoft
关键词一:
(必须填)
关键词二:
(必须填)
关键词三:
(可选项)
关键:
【1】13.2.4 作业后,应按规定进行现场清扫,并及时清理磁选器吸出的金属物质。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【2】附录A
(资料性附录)
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【3】粉尘爆炸危险场所主要机械设备运行状况监控装置设置一览表
粉尘爆炸危险场所主要机械设备运行状况监控装置设置要求见表A.1。
表A. 1粉尘爆炸危险场所主要机械设备运行状况监控装置设置一览表
[图片]
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【4】附录B
(资料性附录)
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
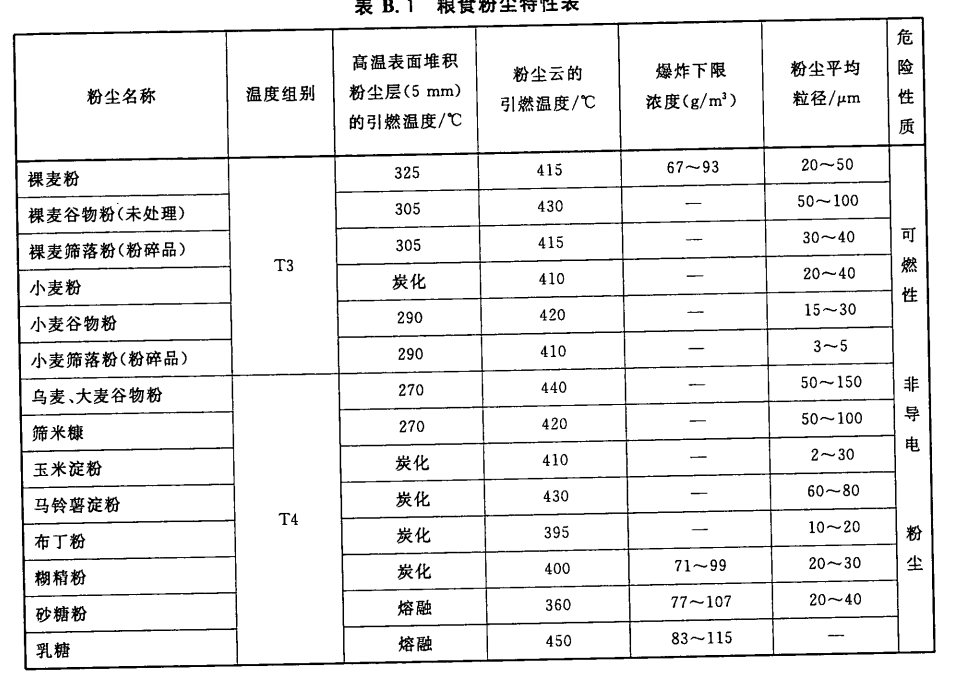
【5】粮食粉尘的特性见表B.1。
表B. 1粮食粉尘特性表
[图片]
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【6】附录C
(资料性附录)
本标准条文的说明
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【7】C.1 对本标准前言的说明
本标准此次主要修订了以下内容:
――危险场所的分类
这是本次修订的重点。粮食粉尘爆炸危险场所的分类等效采用IEC61241―10:2004和GB 12476.3,取消原分类的10区、11区,采用20区、21区和22区,并据此对粮食加工、储运系统的粮食粉尘爆炸危险区域进行重新划分。
――本次在表1中增加了油厂的粉爆危险区域的划分。
目前我国植物油厂的原料主要是大豆,其次是菜籽、花生等。从已有资料和实验结果,大豆粉尘发生粉尘爆炸的情况很少。但油厂的原料仓库和一些工段的粉尘防爆仍应给予关注。
――粉尘防爆电气设备的选用
根据最新的国家标准GB 12476.1-2000和GB 12476.2-2006,对粮食粉尘防爆场所电气设备的选用进行了修订。
――原第八章“通风与除尘”进行较大的改动,改为“粉尘控制”。
――对“气力输送”单独设了一章。
――对原标准“管理”一章中删除了关于企业管理程序和制度的要求,并将这一章改为“作业安全管理”。
――原附录A“粮食粉尘特性表”改变了序号,变为附录B。
――原附录B“其他引用标准及参考文献”改为附录A“粉尘爆炸危险场所主要机械设备运行状况监控设置一览表”。
――增加了一个附录C“本标准条文的说明”,列举了一些案例,并对部分条文进行说明,以利于对条文完整的理解。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【8】C.2 本标准的修订过程中遵循的原则:
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【9】C.2.1 运用“整体设防”的原则,进行《规程》编制构思
粮食粉尘是非导电性可燃粉尘,其爆炸特性较爆炸性粉尘和导电性粉尘惰性大,要完全杜绝粮食粉尘爆炸是不容易的。
分析粮食粉爆事故,其原因可归纳为:
――人的不安全因素;
――物的不安全因素;
――生产过程的不安全隐患;
――管理失误。
上述四种不安全因素如能同时保持在最佳安全状态,则有可能避免和减少粮食粉爆事故的发生。基于此,本《规程》对人、物(物料、机电设备)、生产工艺操作和管理工作做出了系统全面的安全规定,以使不安全因素降到最低限度,构成系统的整体设防。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【10】C.2.2 总结实践经验,引用和借鉴国内外相关标准,采用成熟的技术,力求《规程》条文科学、准确、适用、可行。对于尚有争议的技术一般不予采用。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【11】C.2.3 贯彻“预防为主、防治结合”的原则
安全问题与管理工作之间有密切关系,解决生产中的安全问题,仅靠先进的装备和技术还不够,还应有严格、科学的管理。
当前对粮食粉爆的危险性,还并没有引起足够重视,尤其在粮食加工、储运业,更应加大粮食粉尘防爆知识的普及和相关标准的宣传贯彻工作,必须重视相关项目的工程设计,有关领导和设计人员应本着对安全生产负责的精神,认真贯彻国家的相关法规和标准,保障生产安全。
为了防止事故的发生或在事故发生后,使损失减小到最低限度,本《规程》在规定技术措施时,遵守以下原则:
――消除:通过合理的计划、设计和科学管理,尽可能从根本上消除危险和有害因素;
――减弱:在难以预防的情况下,采取减少危险的措施;
――预防:在消除有困难时,采取预防性技术措施;
――隔离:将人员与危险或不安全因素隔开;
――联锁:通过电气联锁技术,终止不安全运行;
――紧停:在危险陛极大时,立即终止工艺生产作业。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【12】C.3 对本标准章条的说明
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【13】C.3.1 “范围”一章中,因为油脂浸出车间主要考虑可燃气体爆炸,所以本标准只适用于植物油厂产生或释放粉尘的工段和场所。以燃料或其他方式加热的粮食干燥装备有其特殊性,本标准此次不涉及。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【14】C.3.2 “引用标准”一章中,引用了最近发布的相关标准,包括GB 12476,GB 50016等,并参考了《可燃性粉尘环境用电器设备 第1部分:用外壳和限制表面温度保护的电气设备 第1节:电气设备的技术要求》(GB 12476.1-2000/IEC6124-1-1:1999)和《可燃性粉尘环境用电器设备 第3部分:存在或可能存在可燃性粉尘的场所分类》(GB 12476.3-2007/IEC61241―10:2004),在编写过程中,我们得知GB 15577《粉尘防爆安全规程》、GB/T 15605《粉尘防爆泄压指南》和GB 50058《爆炸和火灾危险环境电力装置设计规范》等与本标准相关的标准都在修订中。由于至今对粮食粉尘爆炸的机理,学术界还在不断探讨研究中,希望在本标准使用中,能参考最新的标准。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【15】C.3.3 “第3章术语和定义”这一章删去了GB/T 15604《粉尘防爆术语》中已包括的“粉尘”、“可燃性粉尘”两个词条,增加了“粉尘释放源”、“爆炸性粉尘环境”这两个条目,对“粮食粉尘”这一术语作了修改。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【16】C.3.4 以下是对第4章“粮食粉尘爆炸性环境危险场所的划分和范围”部分的说明。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【17】C.3.4.1 正文4.1.1,根据目前GB 12476.3等相关标准制定的20区、21区和22区和非危险区划定原则,明确了电气设备的选择。对于20区、21区和22区的定义,国内外的很多标准都有,但也有一定的差异。在本标准编制过程中,参考了IEC、我国及世界各主要国家对粮食粉尘环境危险性的分级标准,吸收了最新研究成果,特别是我国粮食加工、储运系统的现状和特点,力求准确、恰当。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【18】C.3.4.2 正文4.1.2,对于粉尘爆炸危险区域的范围,世界上主要国家都没有进一步的具体规定,采取了主要以厂房为单位划定范围的方法,这样便于操作。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【19】C.3.4.3 正文4.1.3中规定与20区的分隔必须采用防爆隔墙或防火墙。采用弹簧门的目的是保证及时关闭,避免粉尘的扩散;如不能避免粉尘的侵入并及时清理干净,仍应划为危险区。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【20】C.3.4.4 正文4.2中,本标准区域划分基于设有必要的除尘和通风系统并运行正常。20区、21区和22区的划分,强调了相对“密闭环境”,这主要是从粮食粉爆机理和分析粮食粉尘爆炸恶性事故得出的。设备内部等部位定为20区。
IEC 61241-10和GB 12476.3都不局限于密闭空间,而是主要考虑是否存在粉尘释放源、通风和除尘条件。根据调查情况,输送带转接点等处,即使在室外,作业时也可能释放和积存大量粉尘,所以将筒上层、敞开式输送廊道的部分部位划为21区。
对于油厂没有粮食粉尘产生和释放的工段和车间,不必对粉尘防爆设防,但仍需考虑其它火灾和爆炸危险因素。
工作塔包括转接塔、计量塔等建(构)筑物。浅圆仓参照筒仓。
对成品粮包装仓,IEC标准建议划为危险区,是考虑包装袋破裂时会有大量粉尘外逸。
根据我国现状,楼房仓目前多为包装储粮,划为非危险区域。
包装平房仓划为非危险区域。
机械化、自动化程度高的散装高大平房仓,由于散粮作业频繁,小时产量大,定为21区。
楼梯间和控制室参考4.1.2。粮食加工、储运系统的控制室,大多是单独设置。即使设在车间内也是采用玻璃或砖墙隔开,室内粉尘含量很低,定为非爆炸危险区是合适的。考察某饲料厂的恶性粉爆事故发现,设在车间内且用玻璃隔断的控制室并未受损。当然控制室应尽量设在爆炸性较小的位置。
当采取措施防止爆炸性粉尘/空气混合物形成时,一般划分为21区的场所可以降为22区场所。这类措施包括排气通风。在(收尘袋)装料和出料点、送料皮带、取样点、卡车卸载站、皮带卸载点等场所附近应采取措施。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【21】C.3.5 以下是对第5章工艺设备部分的说明。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【22】C.3.5.1 正文5.1,过去粮食粉尘防爆侧重的是防止电气火花,实际上摩擦、碰撞、热辐射和自燃等也是引起粉尘爆炸的危险因素,因此,工艺设计应遵循整体设防的原则,并在选择工艺、设备选型、设备布置、粉尘控制等多方面综合考虑,减少粉尘的产生、释放和积聚,避免因摩擦、碰撞、热力装置的危险,避免爆炸的传播。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【23】C.3.5.2 正文5.2中,只列出了应用较广的主要机械设备。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【24】C.3.5.3 正文5.2.1.1,泄爆是主要的措施之一,泄爆口宜直通室外,通过管道引至室外时,泄爆管应尽量短。机座处应设适当的清料口,用于检查机座,并及时清理堵料。 泄爆是避免和降低粉爆事故的有效方法,但目前关于泄爆技术还不够成熟,实践中还有一些困难。泄爆装置的设置可参见GB/T 15605。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【25】C.3.5.4 正文5.2.1.5,5.2.1.6的这些措施的目的都是为了防止粉尘外扬。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【26】C.3.5.5 正文5.2.1.7中规定使用张紧装置,是为了避免打滑摩擦生热。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【27】C.3.5.6 正文5.2.3,目的是为了保证对秤的除尘和空气平衡不影响计量精度。
《粮食加工、储运系统粉尘防爆安全规程( GB17440-2008)》
【28】车间落地排风扇电缆完好无破损。
《电气装置安装工程 接地装置施工及验收规范(GB 50169-2016 )》
【29】电线电器不得私拉乱接。
《低压配电设计规范(GB 50054―2011)》
【30】船仓内使用220伏照明灯,应改用36伏以下电压。
《低压配电设计规范(GB 50054―2011)》
【31】现场操作人员应戴符合标准的防护手套、防护口罩。
《个体防护装备选用规范(GB/T 11651―2008)》
【32】落实消防安全责任,明确本场所的消防安全责任人和逐级消防负责人。
《人员密集场所消防安全管理(GA 654-2006)》
【33】电焊机的电源线、焊接电缆与焊机连接处有可靠屏护。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【34】一次电源应有相匹配的漏电保护和单独的短路保护,焊机外壳PE线接线正确,连接可靠。交直流电焊机二次绕组输出应有降压保护措施。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【35】焊接变压器一、二次绕组,绕组与外壳间绝缘电阻值不小于1MΩ。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【36】6.7.4 焊机一次侧电源线长度不超过5m,中间不应有接头且不应跨越通道使用。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【37】6.7.5 焊机二次线连接良好,接头不超过3个。二次线长度不得超过30米。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【38】6.7.6 焊钳夹紧力好,绝缘可靠,隔热层完好。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【39】6.7.7 焊机使用场所清洁,无严重粉尘,周围无易燃易爆物。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【40】6.7.8 禁止搭载或利用厂房金属结构、管道、轨道、设备可移动部位,以及PE线等作为焊接二次回路。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【41】6.7.9 工作场所应通风良好;狭窄场所、受限空间必须采用强制通风、提供供气呼吸设备或其他保护措施。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【42】空气质量应符合以下要求:
a)舱内空气中的含氧量应为19.5%~22%;
b)舱内空气中的二氧化碳浓度始终应低于1%;
《造修船企业安全生产技术规范(AQ 7007―2013)》
【43】c)可燃气体浓度应保持在爆炸下限值的10%以下;对油轮船舶的拆修,以及油箱、油罐的检修,空气中可燃气体的浓度应低于爆炸下限的1%;
d)有害物质浓度不应超过GBZ 2.1规定的要求。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【44】通风换气应符合下列安全要求:
a)进入船舱作业前,应进行有效的通风换气;对有多层舱室的船舶,进入不同舱室作业时,应分别进行通风换气;对于深层舱室尤其要充分的通风换气;
《造修船企业安全生产技术规范(AQ 7007―2013)》
【45】b)进入自然通风换气效果不好的舱室或封闭时间较长的舱室(如空舱、水舱、锚链舱、边舱、双层底、油舱和浮筒舱等)应采用机械通风;
c)不应使用纯氧通风换气;对可能存在易燃、易爆气体的舱室使用机械通风时,应采用防爆通风机械。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【46】空气检测应符合下列安全要求:
a)现场检测可采用便携式氧气、可燃气体、燃爆检测仪进行检测,仪器每年定期进行检测;
b)检测人员应采用双人双机的检测方法,当进舱或进人孔内检测或采样时,检测人员应佩戴自给式空气呼吸器,不应佩戴过滤式防毒面具;
《造修船企业安全生产技术规范(AQ 7007―2013)》
【47】c)船舱通风换气后,应检测舱内空气中氧气、易燃气体的浓度。检测结果达到标准后,作业人员方可下舱工作;
d)气体检测仪器禁止在舱内更换电池、开关机、调档、归零等操作,尤其是易燃易爆场所。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【48】一般安全防护措施应符合下列要求:
a)应配备准确可靠的检测仪器,明确专管部门和专管人;仪器应定期检定和维护,保证检测数据准确可靠;
b)作业单位应配备自给式空气呼吸器,明确专管部门和专管人员;
c)进入舱室的检测人员应配戴自给式空气呼吸器和安全带、索等安全防护用品。
《造修船企业安全生产技术规范(AQ 7007―2013)》
【49】现场安全防护措施应符合下列要求:
a)进入舱室作业或检测时,应安排监护人员;作业人员与监护人员应事先规定明确的联络信号,监护人员始终不应离开工作点,随时按规定的联络信号与作业人员取得联系;
《造修船企业安全生产技术规范(AQ 7007―2013)》
【50】应有操作规程。
《危险与可操作性分析(HAZOP 分析)应用导则(AQ/T 3049―2013)》
第一页
上一页
当前
5
页 共
5254
条/
106
页
下一页
最末页
跳转到
页